产品包装方式:
1.工字轮包装
2.盘状包装
3.条状包装
希印光伏焊带的优点:
1.继承日本数十年焊锡涂层材生产经验和自行设计的专业设备,产品品质稳定,可充分满足客户需求。
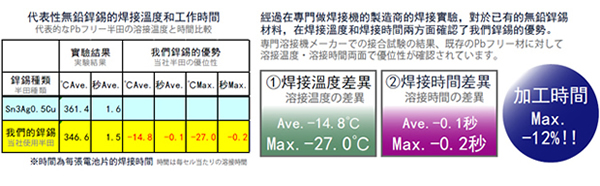
2.使用特制无铅焊锡,具有良好的浸润性和焊接性能,焊接温度低于Sn3Ag0.5Cu14.8℃,可提高光伏电池板的成品率。
3.低成本,我们使用的无铅焊锡不含银等贵金属,使光伏焊带的整体成本降低。
4.采购渠道的多元化,可以迅速匹配到大陆、台湾、日本的铜基材生产厂家,从而满足客户的多层次需求。
光伏焊带的规格:
|
成品尺寸
(mm) |
铜基
材质 |
成品厚度
公差(μm) |
成品宽度
公差(μm) |
焊锡涂层
厚度(μm) |
延伸率
(%) |
|
|---|---|---|---|---|---|---|
| 互连条 |
1.5*0.20 |
TU1 |
±0.01 |
±0.05 |
20 |
≥30% |
|
1.5*0.24 |
TU1 |
±0.01 |
±0.05 |
20 |
≥30% |
|
|
1.8*0.20 |
TU1 |
±0.01 |
±0.05 |
20 |
≥30% |
|
|
1.8*0.24 |
TU1 |
±0.01 |
±0.05 |
20 |
≥30% |
|
|
2.0*0.20 |
TU1 |
±0.01 |
±0.05 |
20 |
≥30% |
|
|
2.0*0.24 |
TU1 |
±0.01 |
±0.05 |
20 |
≥30% |
|
| 汇流条 |
4.0*0.20 |
TU1 |
±0.01 |
±0.05 |
25 |
≥30% |
|
4.0*0.25 |
TU1 |
±0.01 |
±0.05 |
25 |
≥30% |
|
|
5.0*0.20 |
TU1 |
±0.01 |
±0.05 |
25 |
≥30% |
|
|
5.0*0.25 |
TU1 |
±0.01 |
±0.05 |
25 |
≥30% |
|
|
6.0*0.20 |
TU1 |
±0.01 |
±0.05 |
25 |
≥30% |
|
|
6.0*0.25 |
TU1 |
±0.01 |
±0.05 |
25 |
≥30% |
|
|
*备注:可根据客户要求定制
|
||||||
|
屈服强度
(N/mm2) |
抗拉强度
(N/mm2) |
弯曲度
(mm/m) |
导电率(%IACS)
|
|
|---|---|---|---|---|
| 互连条 |
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
| 汇流条 |
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
≤85 |
≤235 |
≤3 |
≤0.0172Ωmm2/m |
|
|
*备注:可根据客户要求定制
|
||||
焊锡的评价指标及质量要求:
|
评价指标
|
检测项目
|
检测方法
|
|---|---|---|
|
外观 |
尺寸,瑕疵 |
按照来料作业指导书的要求检测 |
|
力学性能 |
抗拉强度/断裂伸长 |
按照GB/T 228要求测试(万能拉力试验机) |
|
电阻率 |
电阻率测试 |
GB/T 351-1995 金属材料电阻系数测量方法 |
|
成分分析 |
铜的纯度 |
外测 |
|
可靠性 |
参考IEC要求测试(参见附录) |
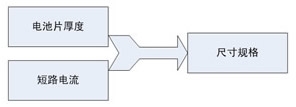
光伏焊带的选择:
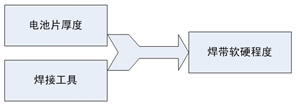
生产厂家在选择焊带时根据所选用的电池片特性来决定用什么状态的焊带。一般选用的标准是根据电池片的厚度和短路电流的多少来确定焊带的厚度,焊带的宽度要和电池的主删线宽度一致,焊带的软硬程度一般取决于电池片的厚度和焊接工具。手工焊接要求焊带的状态越软越好,对于自动焊接工艺,焊带可以稍硬一些,这样有利于焊接机器对焊带的调直和压焊。